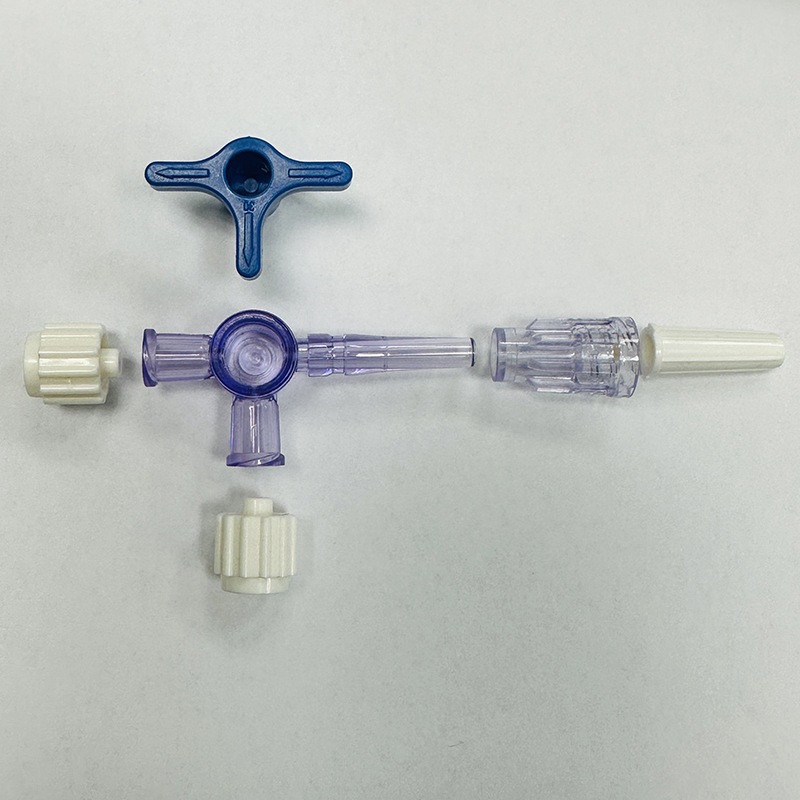
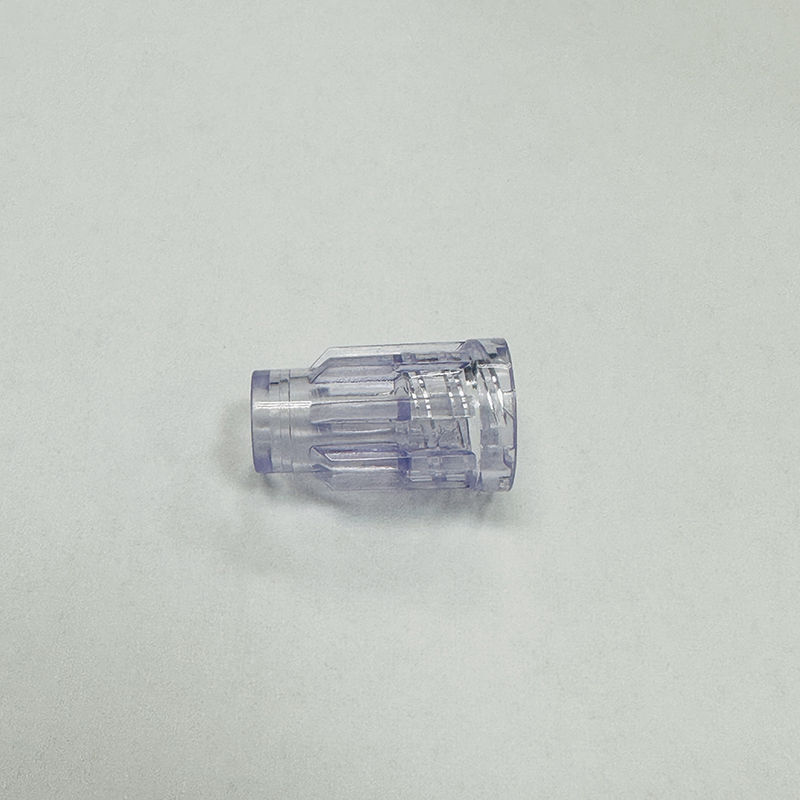
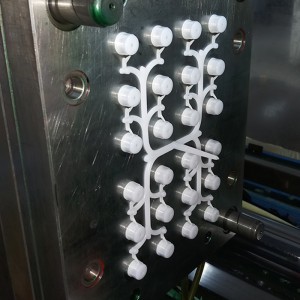
Een kraanmatrijs is een gereedschap dat wordt gebruikt in het productieproces voor de productie van kraanmatrijsafsluiters. Dit zijn kleppen die de stroming van vloeistoffen of gassen regelen in diverse toepassingen, zoals medische apparatuur of laboratoriumapparatuur. Hier zijn drie manieren waarop een kraanmatrijs werkt: Matrijsontwerp en holtecreatie: De kraanmatrijs is ontworpen om de gewenste vorm en functionaliteit van de kraan te creëren. Hij bestaat uit twee of meer helften, meestal gemaakt van staal, die samenkomen om één of meerdere holtes te vormen waar het gesmolten materiaal wordt geïnjecteerd. Het ontwerp van de matrijs omvat de nodige functies, zoals inlaat- en uitlaatpoorten, afdichtingsoppervlakken en regelmechanismen, om een goede werking van de kraanmatrijs te garanderen. Injectie van gesmolten materiaal: Zodra de matrijs is opgesteld en goed gesloten, wordt het gesmolten materiaal, meestal een thermoplastisch of elastomeer materiaal, onder hoge druk in de holtes geïnjecteerd. De injectie wordt uitgevoerd met behulp van gespecialiseerde machines, zoals een spuitgietmachine, die het materiaal door kanalen en in de matrijsholtes perst. Het materiaal vult de holtes en neemt de vorm aan van het kraanontwerp. Koeling en uitwerpen: Nadat het gesmolten materiaal in de matrijs is geïnjecteerd, laat men het afkoelen en stollen. Het afkoelen kan worden vergemakkelijkt door een koelmiddel door de matrijs te laten circuleren of door koelplaten te gebruiken. Zodra het materiaal is gestold, wordt de matrijs geopend en wordt de voltooide kraan uit de holtes geworpen. Uitwerpen kan worden bereikt door middel van verschillende mechanismen, zoals uitwerppennen of luchtdruk. Kwaliteitscontrolemaatregelen, waaronder inspecties op defecten en maatnauwkeurigheid, kunnen in deze fase worden uitgevoerd om ervoor te zorgen dat de kraan aan de vereiste specificaties voldoet. Over het algemeen is een goed ontworpen en nauwkeurig vervaardigde kraanmatrijs cruciaal voor de productie van hoogwaardige, betrouwbaar functionerende kraankranen. De matrijs maakt de efficiënte en consistente productie van kraankranen mogelijk, die veel worden gebruikt in diverse industrieën voor vloeistofregeling.